| 最小起订 | 1 |
|---|---|
| 质量等级 | 优等 |
| 是否厂家 | 是 |
| 产品品牌 | 河河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 加工定制 | 是 |
| 产品型号 | RLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3500kg |
| 产品颜色 | 可定制 |
| 型号 | RLJ-3000 |
| 加工范围 | 400-3000MM长度40米 |
| 整机重量 | 4500KG |
| 安装尺寸 | 16*5M |
| 小车电机 | 3kw/5.5kw |
| 动力头电机 | 5.5kw/7.5kw(选配) |
| 调直电机 | 5.5kw/7.5kw(双筋) |

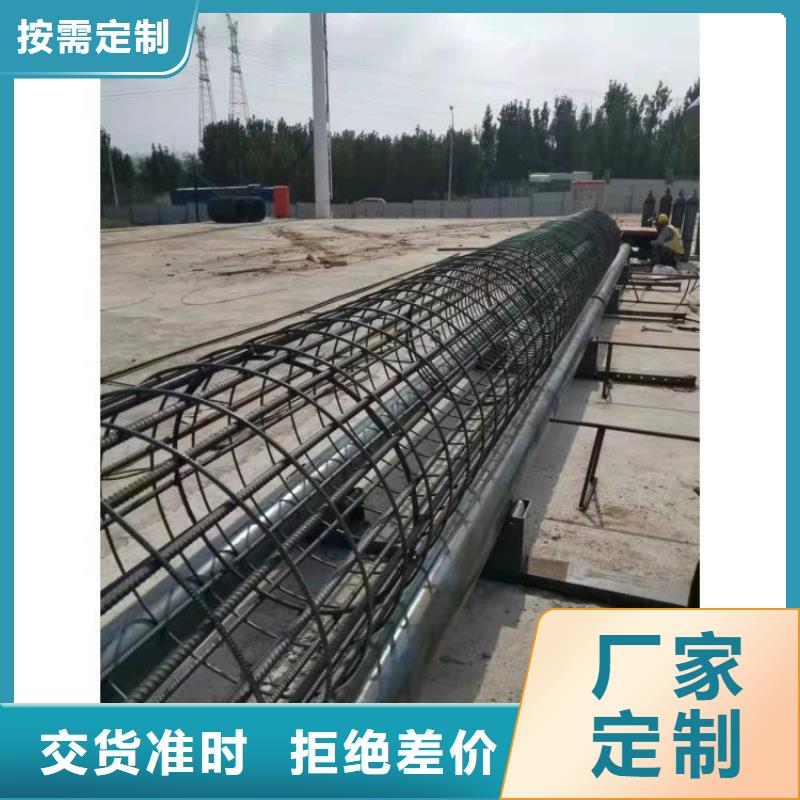
钢筋笼绕筋机主要特点优势价格介绍。河北宏亮设备有限公司是以数控钢筋加工设备研发、生产、销售于一体的高技术企业。公司位于河北省邢台市任县邢家湾西黄工业区,中国的工业城市之一。 钢筋笼绕筋机的优势:1、数控钢筋笼绕筋机自动化程度高,且适用范围广,具有钢筋笼直径可调,主筋根数可调,箍筋间距可调,电机转速可调特点。钢筋笼滚笼机2、整机采用先进的模块化设计思想,可方便地拆装组合,控制界面友好,操作简单方便,转运方便。3、关键零部件,采用高规格生产,设备故障率,*使用成本。4、钢筋笼绕筋机对场地适应性强,可根据场地大小、钢筋笼长度合理布置设备。5、承料分格盘支架可拆装组合,方便快速地钢筋笼规格尺寸。6、双主筋和对接主筋可在设备上加工完成,配置自动上料机构,大大缓解了劳动强度。
钢筋笼绕筋机系统化工作中不受人为失误伤害,长期性工作上可稳定始终不变。质量稳定。钻孔灌注桩绕筋机做出的货品结构紧凑,产品造型设计别具一格。成型迅速,待工状况2个可全程生产加工,没问题负载4人每日可生产加工12-30三节钻孔灌注桩。因而各位施工方单位在购买钢筋笼滚笼机时一定要向厂家描述清楚您要买的到底是哪一种设备,建议钢筋量大,项目要求严格的购买钢筋笼滚焊机,钢筋量小,项目要求不是太严格的购买钢筋笼绕筋机。 希望本文对大家有所帮助。
<商洛>建贸机械设备有限公司
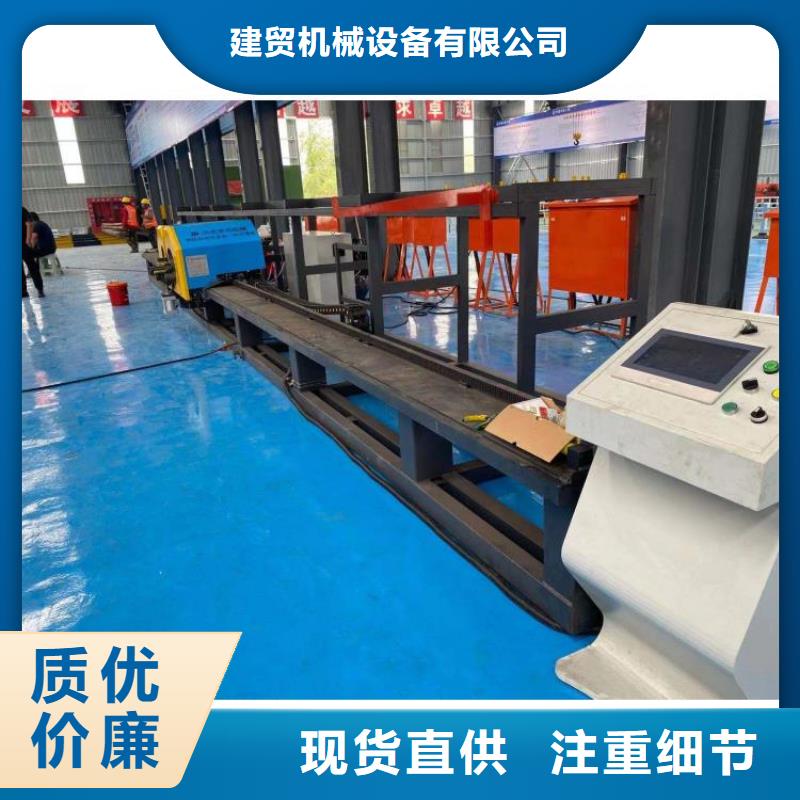
钢筋笼滚笼机如何的操作数控钢筋笼滚焊机,数控钢筋笼滚焊机在钢筋加工行业得到了广泛的使用,数控钢筋笼滚焊机不仅大大的提高了工作的效率,而且还得到了一定的质量保证,只有按照正确的操作规程才能延长数控钢筋笼滚焊机的使用寿命,那么我们如何的操作数控钢筋笼滚焊机呢?接下来我们大家一起来简单的了解下吧。 1.我们在操作数控钢筋笼滚焊机前要检查机械性能是否良好,在数控钢筋笼滚焊机工作期间要严禁更换芯轴,禁止在工作中进行加油和清洁工作,避免在数控钢筋笼滚焊机操作期间严禁手部、头部伸进数控钢筋笼滚焊机轨道。 2.要仔细的检查数控钢筋笼滚焊机的芯轴、装盘、有无裂纹和破损,防护罩是否紧固可靠,在操作数控钢筋笼滚焊机前要进行十五分钟空转,空转时要仔细检查有无异常现象及振动声响,在检查无误后则可正式的进行操作。
商洛全自动钢筋笼滚焊机、全自动钢筋笼滚焊机厂家_规格齐全 85538
jmc
85538
jmc
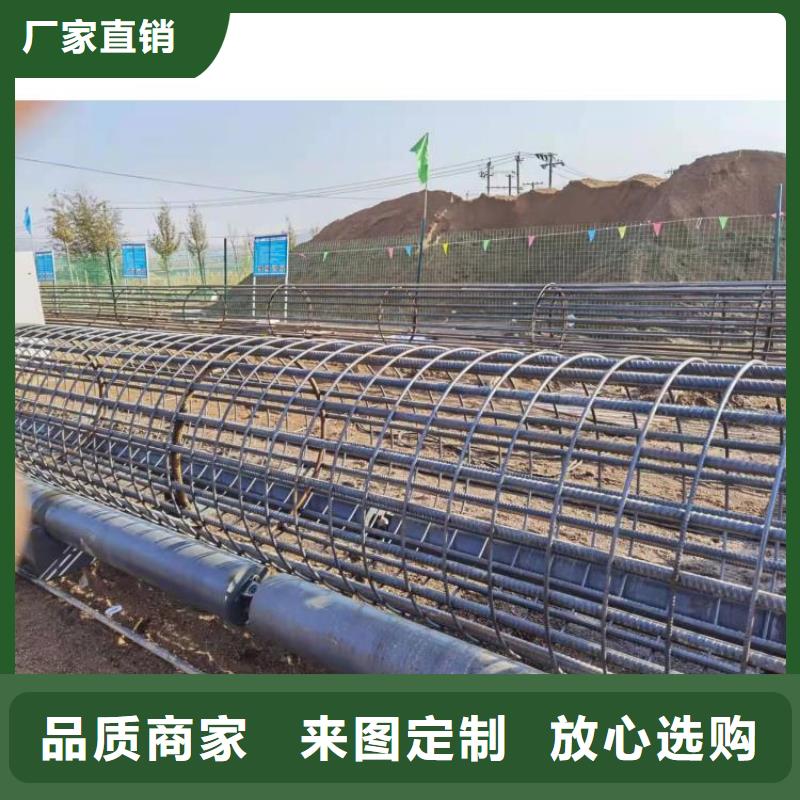
钢筋笼滚笼机一。钢筋笼制作人员配置及效率1、人员配置:正常情况下,3-5人一班,即可作业。 1 变换规格调节滑块位置时,一定要确认螺栓已紧固,以免焊接过程中滑块飞出,造成事故。2 当设备运行出现异常时,应立即停车检查故障原因所在,待故障排除之后在重新起车焊接。GJL3000型钢筋笼成型机主机是采用传动原理---即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全。 二。由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。在维修或调整设备(包括调节行程开关及接近开关位置)应将设备的所有电源全 部切断,方可进行调节或维修,严禁在设备带电状态下进行调整。 设备通电启动前必须确保所有人员应远离设备(包括环筋的供筋系统,不得 跨越以免发生危险)
钢筋笼滚笼机四。钢筋笼滚焊机优点:加工可靠:由于采用的是数控机械化作业,能够化制作钢筋笼,间距均匀,精度高;机械,盘筋与主筋缠绕紧密;边成型边加内加强筋,确保钢筋笼同心度。加工速度快:正常情况下备料及滚焊部分3人一班,分二班作业,6个人就可以加工出20多个12米长成品的钢筋笼,工作效率非常高(全自动钢筋笼焊机,钢笼气保焊无需人工,由设备自动完成)。自动化程度高:主筋由气缸固定,自动焊设备还可以实现气保焊的自动化完成,加大工作效率、工人劳动强度。五。钢筋弯箍机等钢筋加工机械在的钢筋工人手里面瞬间就不一样了,这些钢筋工人利用这些机器,加工出来的钢筋在保证的前题下还能够保证低损失、高质量,数控钢筋笼滚焊机,滚笼机那么好的加工设备在钢筋工人手里更是能够起到更好的效果。切刀的调整切刀分为上切刀和下切刀。两切刀之间的间隙Δt的值,在调直小直径钢筋时应控制在0.1mm以内,在调直大直径钢筋时应控制在0.2mm以内。数控钢筋笼滚焊机,滚笼机调整方法是,先将下切刀装入刀体座内,使其端面与上切刀自然接触,然后,调整紧固螺钉和调整螺钉使下切刀轴向移动,调整与上切刀之间的间隙。